

Bonjour,

Voici un WIP ( work in progress) du Bouilland.

Découpe des lames , platines et plaquettes a la scie a ruban.

Détourage au backstand grain 60 des 3 platines maintenues ensemble avec du double face.

Détourage au backstand grain 60 des lames.

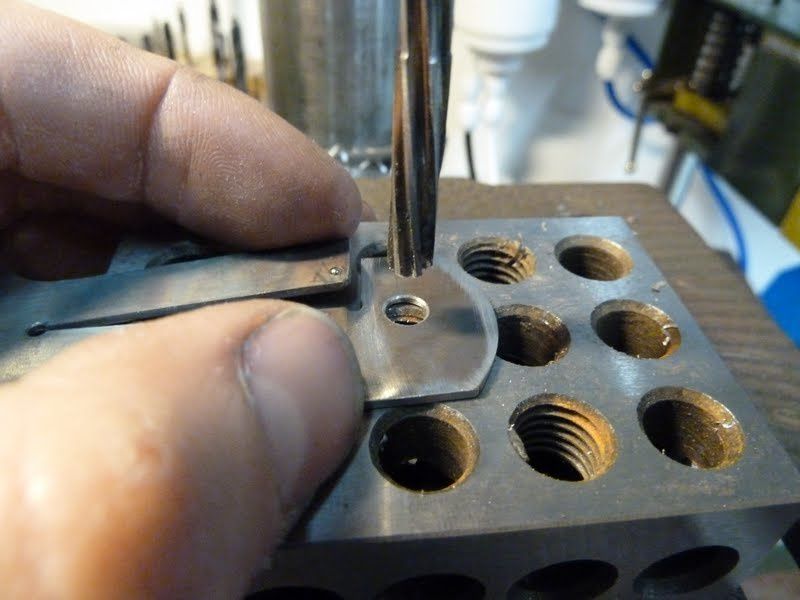
Pointage des differentes perçages sur lames et platines.

Perçage de l'axe diametre 2.
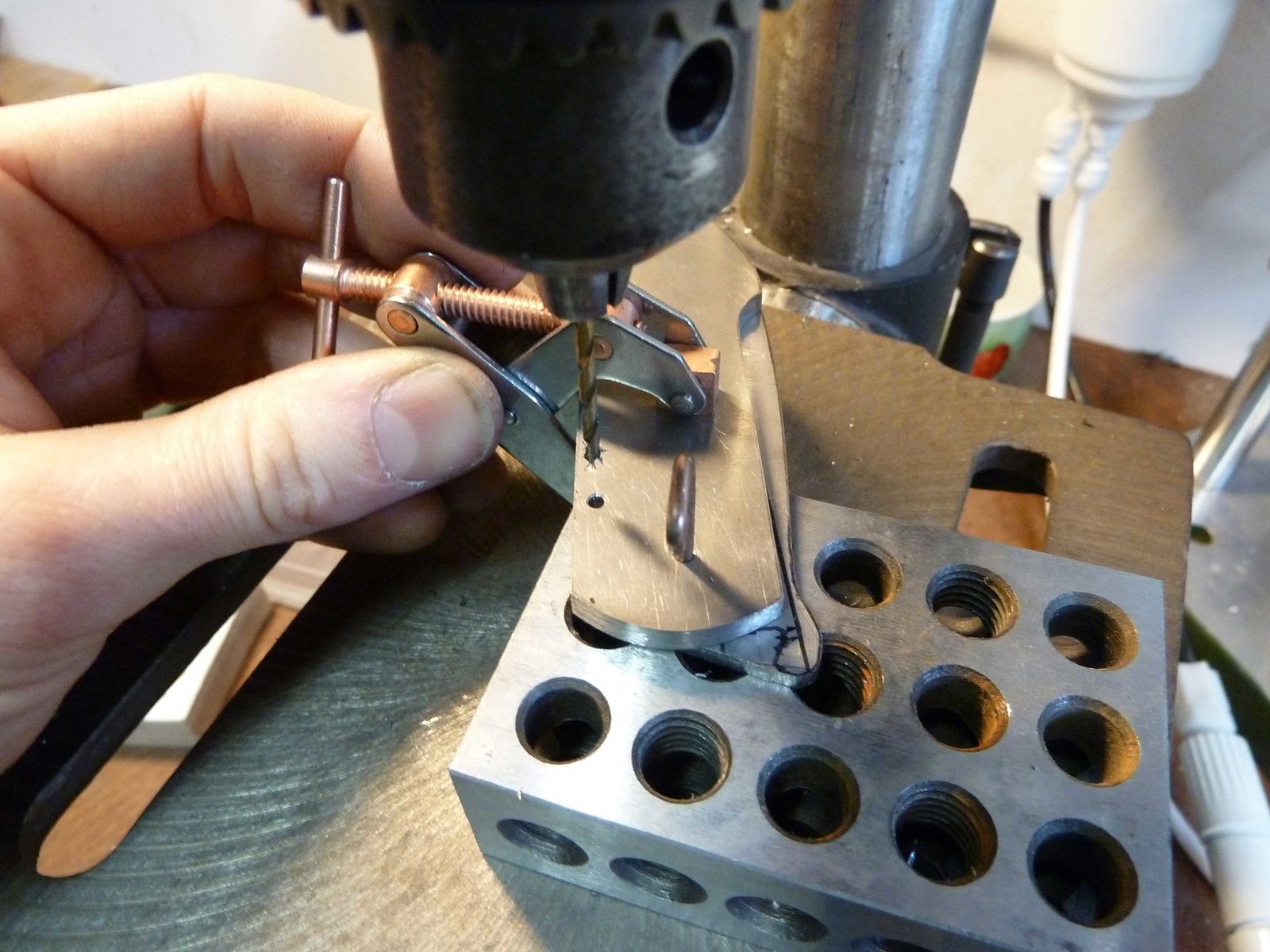
Contreperçage diam 2 pour la butée en position fermée.

Contreperçage diam 2 pour la butée en position ouverte.
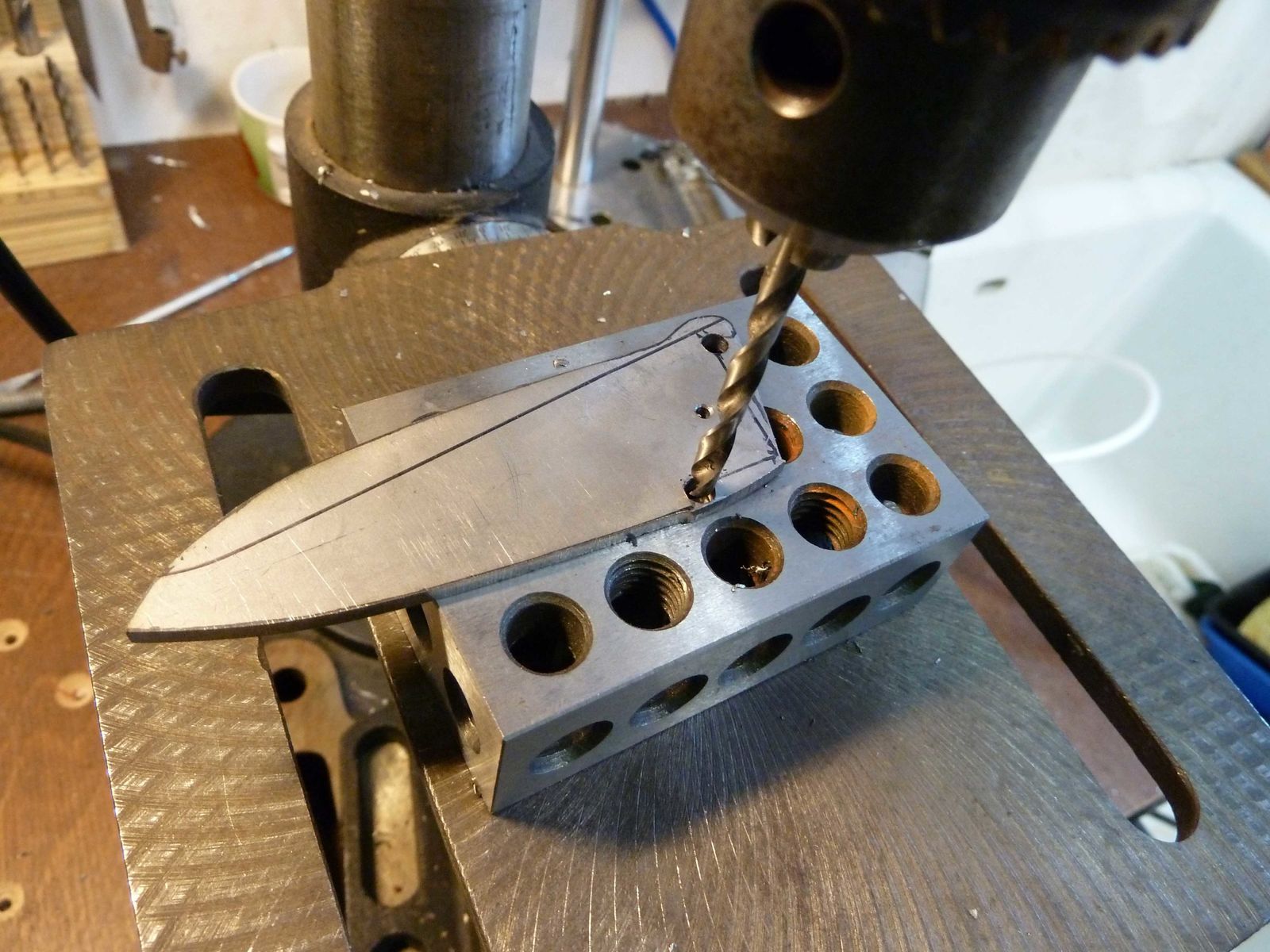
Perçage définitif au diametre 4

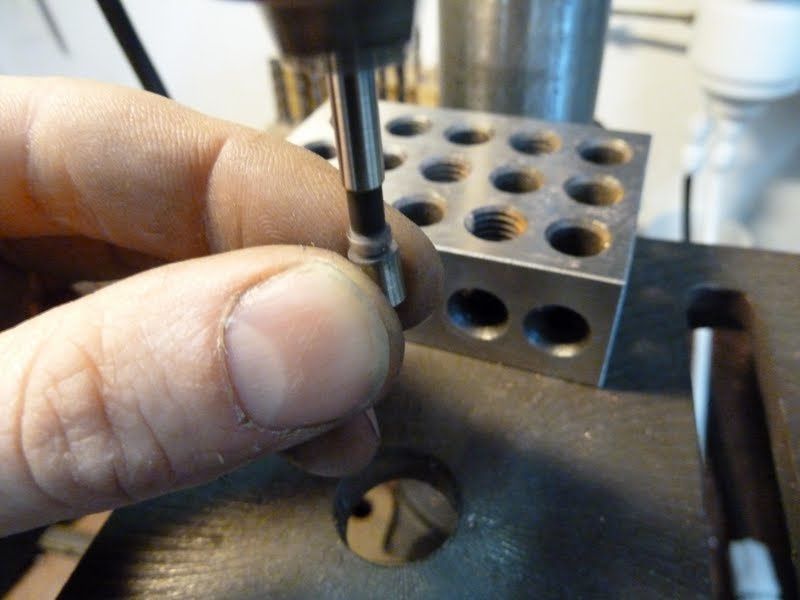
Pointage au diametre 2 des plaquettes.
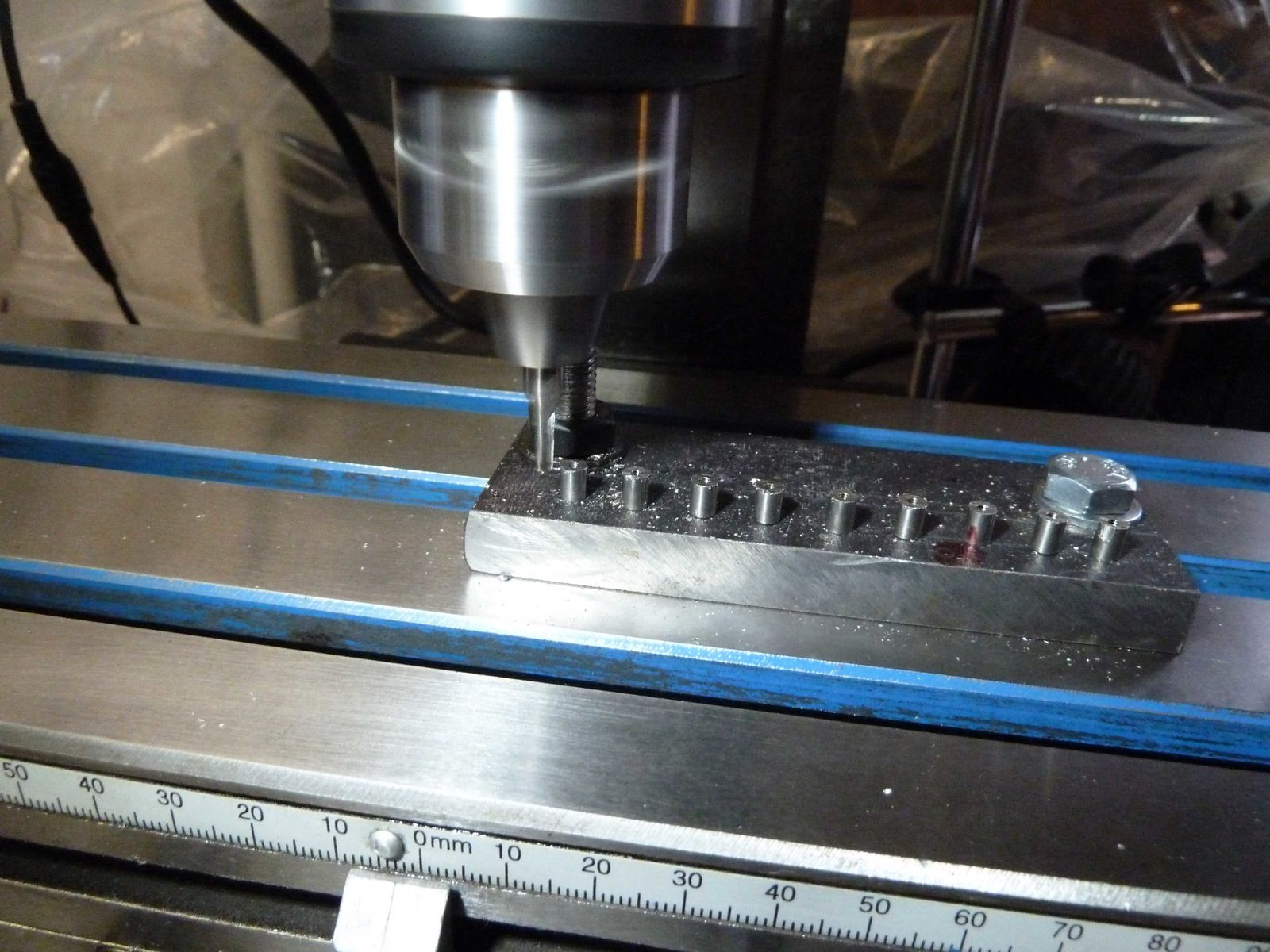
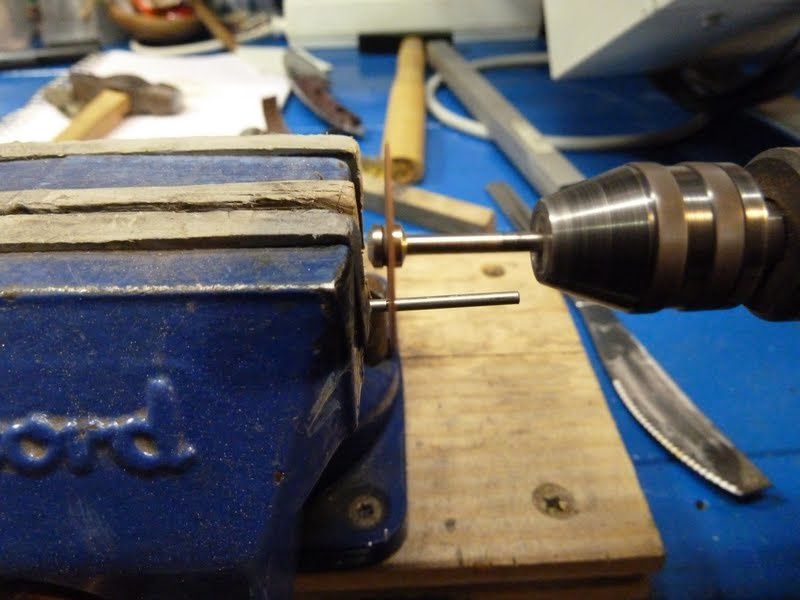
Réctification des entretoises a la fraiseuse ( longueur 3.3mm diam 4mm )

Alésage de l'axe de la lame au diametre 3 mm

idem pour les plaquettes et la platine.

Découpe du talon de la lame.

Ajustage au back.

Réctif du talon de la lame a un angle de 7° au mini back.

Finition du talon a l'abrasif du grain 150 au 320 pour l'instant.

Montage de la butée la lame en position ouverte; c'est ok

en position fermée; ça coince :(

quelque coup de lime plus tard; c'est ok.

Montage a blanc des deux plaquettes et de la platine pour une réctif a la bande grain 80.

Ouvert; c'est ok!

Fermé; la lame dépasse...

Aprés une réctif au back c'est ok.

Réctif de la plaquette coté liner (je lui enlève 1.2mm)
un petit coup au mini lapidaire.

Voila c'est bien propre.

épaisseur de 3.3 sur chaque coté.

Pointage, perçage et traçage du liner.

Découpe avec un disque épaisseur 0.8.

J'ébavure un p'tit coup.

Réctif du liner a la lime puis a l'abrasif de plus en plus fin.

Voila c'est pas mal pour le moment.

Repérage et pointage pour la petite bille.

Je perce au diam 1.4.

Report sur la lame.

La petite gorge qui permet a la bille de maintenir la lame fermée.

Une tite chauffe pour durcir le bout du liner et plouf dans l'eau.

pareil sur le debut pour la flexibilité, et replouf dans l'eau.

La petite bille enfoncée en force.

On se prépart pour l'émouture, je repère le centre de la lame avec un petit montage maison.

Voila bien centré.

J'instale sur la lame un autre dispositif maison pour bien réaliser le ricasso.

Une photo de famille en attendant la suite.

C'est partie pour l'émouture! Bande en corindon grain 60.

Coté gauche.

Coté droit.


Comme ça de chaque coté du grain 60 au grain 240 en passant par 80 et 150.



Montage a blanc pour la mise en forme final des plaquettes et de la platine.

Allé zou au back au grain 150.

Dégagement pour dévérouiller le lock.
Découpe des rivet en maillechort, et de l'axe en inox.

ébavurage rapide!

alésage de la plaquette gauche (celle sans platine) avec un foret diam 5 rectifié par mes soins.

Perçage diam 4.8 puis un coup d'alésoir diam 5 pour la lame et la platine.

Photos de toutes les pieces qui compose un Bouilland.

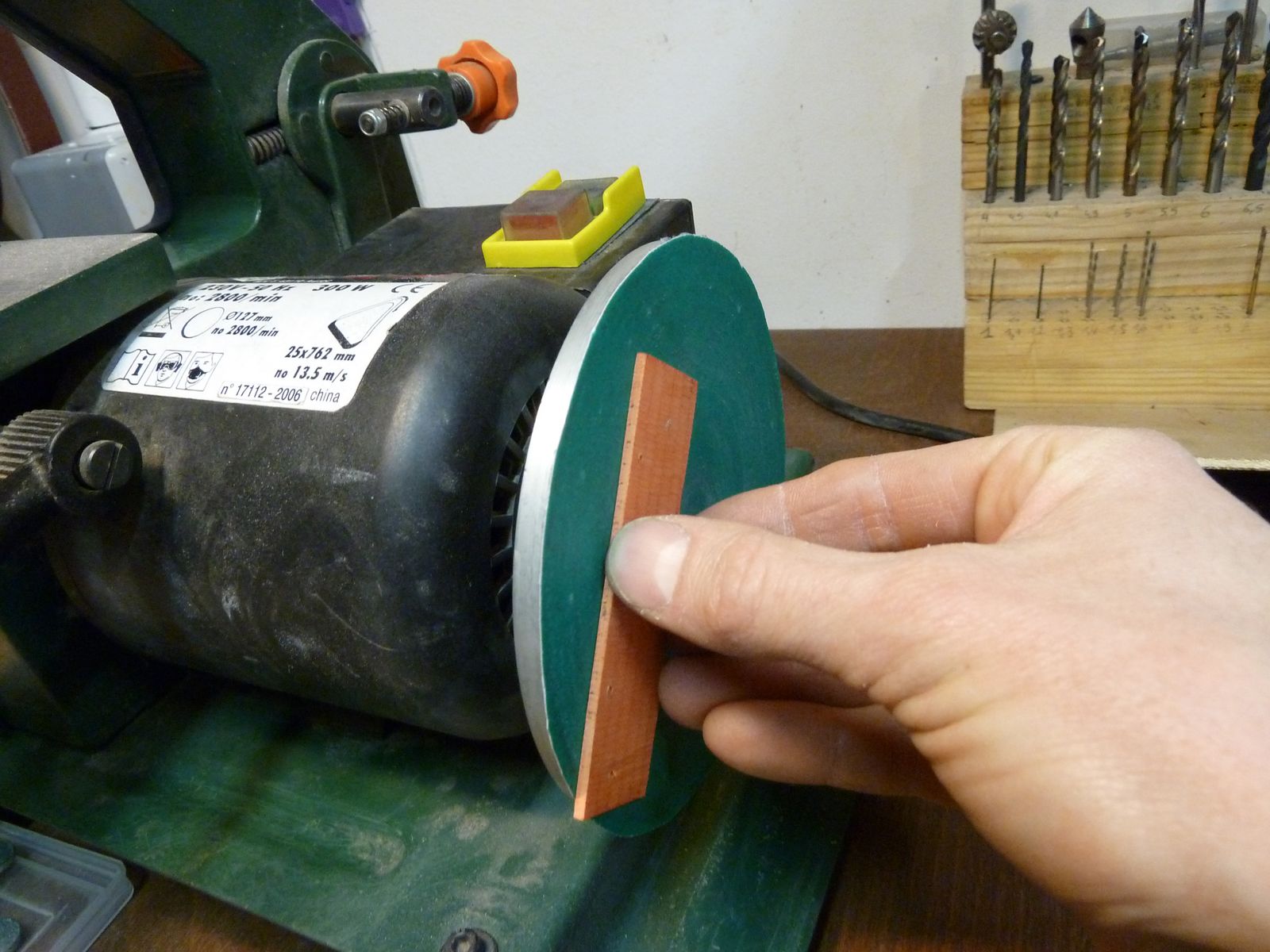
Vis m2 prise dans le mini mandrin de la proxon.

Proxon en marche, un coup sur la frotte.

voila c'est propre et lustré. (mince la mise au point c'est faite sur le mandrin! mais je vous jure que c'est très beau)

repérage pour couper les vis a la bonne longueur.

Découpe

Un ptit coup de lime pour enlever les bavures.

Voila la méthode que j’employais avant mon essai a la fraiseuse. Axe serré en position, je rajoute l'épaisseur de la platine, des deux rondelles et j'y rajoute une pièce de la même épaisseur que la lame.

Zou j'arase au back.

Je peaufine au lapidaire.

Et je finis tous propre a l'abrasif fin.
Un petit chanfrein sur l'axe.

Donc voila le même procédé pour les 8 vis qui compose un Bouilland.

température de trempe atteinte!

Les lames sont sorties pour un rapide refroidissement a l'air puis trempés dans l'huile.

Voila le résultat! après c'est au liquide vaisselle et scotch-brit que je décape.

Quand c'est moins gras je passe au revenu: 1 heure a 200°

Reprise de l'émouture au 150.

Puis au grain 240.

Un coup au lapidaire pour les faces plates.

Et zou dans la cabine pour un microbillage en règle.

Photo de famille.

c'est partie pour le profilage des plaquettes au back grain 80

puis a la main au grain150, 180 et 240

kit complet avant assemblage

entretoises en position

mise a la bonne longueur des tige en mailchort de diam 2 mm

Bim,bim,bim et re bim façonnage des rivet avec un marteau boule

arasage des rivets

finition a la main au grain 150, 180, 240

un petit tour dans la cabine pour un microbillage final du manche et des rivets




Voila le résultat, après environ 30 heures de travaux cumulé pour cette série de 3 Bouilland.




/image%2F0457894%2F20160317%2Fob_36238f_p1100895.JPG)
/image%2F0457894%2F20160317%2Fob_b293fe_p1100898.JPG)
/image%2F0457894%2F20160202%2Fob_7ce67f_p1100598.JPG)
/image%2F0457894%2Fob_e55d93_2crs4l-wjgdeyhm2itevohcuarcsyjbbk9dhmkde)